
























Stress Relieving with Induction Heating Cuts Out the Middle Man

Pride of the Hills Manufacturing of Big Prairie, Ohio is largely sustained by what sits hundreds and thousands of feet beneath those hills: shale gas. Set in the heart of Marcellus and Utica Shale country, Pride of the Hills has grown with the region’s shale gas production boom. As a manufacturer of oil and gas production equipment, the company has grown and evolved with increased production levels, locally and nationwide.
Under the guidelines of ASME Section VIII Division 1, any pressure vessel exceeding one-and-a-half inches in thickness is required to undergo post-weld stress relief. Depending on the thickness of the vessel, this typically involves ramping up its temperature to approximately 1,100 degrees Fahrenheit.
“Our choices were to ship that product out to a third party that has an oven able to do the work,” says Murray. “In Northern Ohio, there’s only a couple of places that have the ability to do that. One of the first things we started looking at was just how can we do this process in house?”
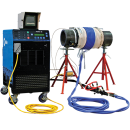
The company began looking at ovens of their own, until they were introduced to the induction heating process as made possible by the Miller ProHeat™ 35 induction heating system. With an induction heating system, heat is created electromagnetically in the part by placing it in an alternating magnetic field created by liquid-cooled induction heating cables. The induction cables are wrapped around the part, or on the part, and do not heat up themselves, but create eddy currents inside the part that generate heat.
“We’re able to basically pinpoint the heat where it’s needed and not waste energy heating the rest of the vessel,” says Murray. “These vessels weigh anywhere from 5,000 pounds up to 10,000 pounds. The oven technology forces us to heat the whole vessel where the Miller product can just pinpoint that to those areas. So we decided to buy the product, bring it in and start implementing it. It saved us a tremendous amount of time in just trucking and handling the product. The biggest thing is having control over our own product. Now it’s not going out to a third party vendor. We’re in control of the process doing the stress relief. With the recorder on it and the way we set up… it’s particularly easy to meet the ASME code requirements. It’s been a big advantage.”
The ProHeat 35 gives Pride of the Hills the control to ramp up the temperature as fast or as slow as dictated by the code. Similarly, after spending the prescribed amount of time at its soak temperature, the system can ramp down temperature to code requirements. This overall process can last 5 to 12 hours, depending on the thickness of the vessel. Having that control, and being able to document the entire process through a digital recorder, is important to the quality control process and, ultimately, in documenting to the customer that the part was fabricated properly.
“Our quality control department looks at it and then our authorized inspector looks at it, and then – as on all of our equipment – we send our customer an as-built document (that includes this data),” says Murray.
While quality is paramount, the ability to do it all in house and not rely on third-party vendors has helped shorten lead times noticeably. Aside from the six hours of trucking and handling previously associated with getting a vessel to the oven, Murray also took into account the labor, diesel fuel, truck wear and tear, and being at the mercy of the oven owner’s schedule which could add unnecessary downtime to the process. All together, it added up to a smart change.
“We were literally able to cut at least a couple of days (out of the process),” says Murray.

The company was introduced to the induction heating process as made possible by the Miller ProHeat™ 35 induction heating system. With an induction heating system, heat is created electromagnetically in the part by placing it in an alternating magnetic field created by liquid-cooled induction heating cables. The induction cables are wrapped around the part, or on the part, and do not heat up themselves, but create eddy currents inside the part that generate heat.

The ProHeat 35 gives Pride of the Hills the control to ramp up the temperature as fast or as slow as dictated by the code. Having that control, and being able to document the process through a digital recorder, is important to the quality control process and, ultimately, in documenting to the customer that the part was fabricated properly.