
























The Hydrogen Problem
The effect of hydrogen on weld metal and weld heat-affected zones (HAZ) has been well established over many years. The potential for hydrogen-assisted cracking increases as the strength of the steel increases. High fuel costs have driven the demand for lower weights in the transportation and shipbuilding industries, and increased regulations have driven the need for higher safety factors in the pipeline industry. As a result, many industries are requiring higher base metal strengths. The push for higher strength steels has resulted in the need for lower and lower hydrogen welding consumables and processes.
Hydrogen in outdoor work environments is inescapable. Nearly all organic compounds contain hydrogen – everything from lubricants and oils to naturally occurring substances in the field, and moisture in the atmosphere. Hydrogen-assisted cracking (HAC) or heat-affected zone (HAZ) cracking is one of the greatest threats to the integrity of transmission pipeline welding applications (as well as many other welding applications). Pipeline welding contractors need to be proactive in mitigating hydrogen in the welding zone – and that starts with understanding the many sources of hydrogen and how to eliminate or minimize them.
This article will examine the topic of hydrogen-assisted cracking and hydrogen embrittlement, and will present best practices for managing the hydrogen threat. It will also provide specific precautions for different grades of steel and filler metal. As always, the prescribed welding procedures in the application should be followed. The content in this article is intended to be educational and does not serve as a substitute for established procedures and procedure qualifications.
The Problem
Hydrogen-assisted cracking, also referred to as delayed cracking or cold cracking, can be slow to take effect, and may appear hours or days after the weld has been completed, which may result in costly repairs and downtime. Hydrogen ions (H+1) are extremely small and are highly mobile, and can easily diffuse out of the weld zone and coalesce along discontinuities that are present in the microstructure. The hydrogen ions may recombine to form hydrogen gas (H2), further stressing the microstructure. Those collections, or pockets, of hydrogen eventually build stresses that can lead to cracking.
In order for hydrogen cracking to occur, several factors must be present. These include a crack-susceptible microstructure, the presence of residual stresses, and the presence of hydrogen. In general, the susceptibility to hydrogen-assisted cracking increases as the strength of the base metal increases. Reducing the amount of diffusible hydrogen and taking steps to reduce or eliminate residual stresses will lessen the chances of hydrogen-assisted cracking. This can be accomplished by using low hydrogen filler metals, improving pre- and post-weld heating, maintaining interpass temperatures, and in some cases, changing the welding process. Simply paying better attention to material handling and storage methods to prevent moisture absorption will go a long way toward the prevention of hydrogen-assisted cracking.

The work environment – especially dirt and humidity – can be significant contributors of hydrogen into the weld puddle.
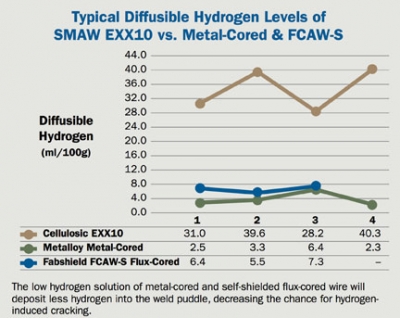
Metal-cored and self-shielded flux-cored wires provide significantly lower diffusible hydrogen levels than cellulosic Stick electrodes, helping reduce the risk of hydrogen-assisted cracking.

Welders should grind both the inside and outside surfaces of the pipe one inch from the joint to prevent any contaminants - such as dirt, rust, paint, oils or coatings - from entering the weld pool.

Induction heating helps maintain critical interpass temperature control, removing moisture and hydrogen between passes, further reducing cracking and improving weld quality.

In addition to helping drive out hydrogen from the weld, induction heating systems offer improved safety through no exposed heating element, provide more uniform heating throughout the entire joint and help to control cooling rates.
The Filler Metal Problem
A major source of hydrogen in the weld is the filler metal. The makeup of the filler metal, as well as the environment and manner of filler metal storage can affect hydrogen levels in the filler metal and resultant weld metal. Cellulosic shielded metal arc welding (SMAW, or stick) electrodes provide the highest hydrogen levels of filler metals commonly used in transmission pipeline applications, with levels far exceeding 16 ml per 100 g of weld metal. Low hydrogen stick electrodes, with designations of H4 and H8, are also available and provide less than 4 and 8 ml of hydrogen per 100 g of weld metal, respectively. Unfortunately, low-hydrogen stick electrodes do not offer the same penetration and performance characteristics as cellulosic electrodes, and are generally not acceptable for root-pass welding of pipe.
Transitioning to a metal-cored process for the root pass can lower hydrogen levels to 4 ml per 100 g of weld metal or lower, while a self-shielded flux-cored process for the fill and cap passes allows the use of a filler metal which is typically less than 8 ml per 100 g. Flux-cored wires also feature a number of hydrogen scavengers such as fluoride compounds, which combine with hydrogen to remove it from the weld. These wires are particularly suitable for high-strength steels, which tend to be more prone to hydrogen-assisted cracking. Bottom line: use a filler metal that contains the lowest level of diffusible hydrogen and is still capable of meeting the desired mechanical properties.
All filler metal should be stored in a clean, dry area, and should remain in the original packaging until the time of use. Keeping the filler metal sealed helps prevent moisture from entering the package and degrading the filler metal. Minimizing or eliminating the transfer of the filler metals from cold to hot environments will also help minimize condensation, which adds hydrogen. If a filler metal is moved from one set of environmental conditions to another, it should be protected from the environment and allowed time to normalize at the ambient temperature of the work location.
For metal- or flux-cored applications, the wire spool should be covered and/or removed and placed in its original box at the end of the day. Fully encased suitcase-style feeders can also be used to fully seal the wire from the environment.
Filler metals should be handled with clean, dry gloves whenever possible. Sweat, oils and dirt on the hands can easily transfer to the surface of the wire or electrode and introduce additional hydrogen and contaminants into the weld.
Cellulosic stick electrodes (i.e., those of the EXX10 and EXX11 classifications, such as E6010) present a unique set of challenges related to hydrogen. Cellulosic stick electrodes are common in pipeline applications and should never be stored in an electrode oven. They should be stored at room temperature, protected from the environment. The moisture that is present in cellulosic electrodes creates specific arc characteristics. During welding, the cellulose breaks down in the arc, and is a source of carbon, hydrogen and oxygen in the weld pool. Manufacturers understand this breakdown, and formulate the electrodes to provide a specific weld metal chemistry in consideration of the chemical reactions that occur in the molten weld pool. Drying out the cellulosic electrode coating shifts the composition and can lead to weld metal cracking. Bottom line: while hydrogen is generally undesirable, a cellulosic stick electrode should never be dried to remove the moisture manufactured into the electrode. If a cellulosic stick electrode used in pipeline applications becomes wet it should be discarded, and should not be reconditioned by drying it in a rod oven. Likewise, if a cellulosic stick electrode becomes overly dry, either from inadvertent drying in an electrode oven, or from exposure to hot, dry weather, it should also be discarded.
Another word of caution on cellulosic stick electrodes: welding high-strength pipe with them should be avoided whenever possible. If proper precautions are taken, these electrodes are generally acceptable and are typically used on X60 and lower strength pipelines. They are sometimes used on X70 grade pipelines, but are not the best choice for high-strength steels (some operating companies do not allow their use above X65).
While cellulosic stick electrodes should not be stored in electrode ovens, low-hydrogen electrodes (those of the EXX18, EXX15 and EXX16 designations, such as E7018) should always be stored in hermetically sealed containers or in electrode ovens. Be sure to follow the manufacturer’s recommendations for storage and reconditioning of low-hydrogen stick electrodes.
The Importance of Heat (Pre-weld, Post-weld and Interpass)
Hydrogen optimally diffuses from the steels used in transmission pipeline construction at temperatures at or above 250-degrees Fahrenheit. The rapid heating and cooling of the base metal which takes place during welding puts stresses into the part and can spur the creation of hard, strong grain structures that are susceptible to hydrogen embrittlement. Rapid cooling provides less opportunity for hydrogen to diffuse out of the weld and HAZ, and can lead to cracking. Maintaining required pre-heat and interpass temperatures is critical, both for producing a softer, less crack-susceptible microstructure, and for allowing hydrogen to diffuse out of the weld metal and heat-affected zone. In some cases, it may be necessary to apply a post-weld soak (typically 24 to 48 hours at 200 – 400 degrees Fahrenheit) to further reduce the amount of hydrogen that is trapped in the weld. Stress relieving through post-weld heat treatment (PWHT) may be recommended for some types of steel.
Many pipeline welding applications rely on old-fashioned oxy-fuel or propane torches to bring the weld joint to temperature. This equipment can pose a problem in that most fuel gases are hydrocarbons and the process of igniting the torch and applying the flame to the pipe actually introduces hydrogen into the weld joint. Heating with a torch also does not ensure uniform heating throughout the joint and HAZ, leading to cold areas that can heat and cool at uncontrolled rates. Similarly, if the joint is allowed to fall below the minimum interpass temperature welding must be stopped and the joint must be reheated by applying the torch to the joint. Temperature measurement is usually a manual method that is left up to the welder or welder’s helper.
Induction heating is recommended for optimal hydrogen diffusion and uniform heating throughout the part. It is also safer than heating with an open flame (the induction heating coils do not actually get hot) and it provides a faster time-to-temperature than other heating methods. Heat is induced in the part by placing it in an alternating magnetic field created by liquid- or air-cooled induction heating cables. The induction cables are wrapped around the part and create eddy currents inside the part to generate heat. Automated recording devices can be integrated into the system, which creates a permanent record showing that proper heating/cooling sequences were accomplished.
The key factor here is control. The operator controls the ramp-up speed, interpass temperature and post-weld soaking or stress relieving to exact parameters. This controls cooling, and ensures that the HAZ and the weld retain the desired mechanical properties, and at the same time aids in the removal of diffusible hydrogen. This control is particularly important when welding with cellulosic stick electrodes that introduce higher levels of hydrogen into the weld, and on thicker, high-strength steels that are generally less ductile and are less likely to yield, causing stresses to build up, making the steel even more susceptible to hydrogen-assisted cracking.
Welding Practices
While not primary tools in hydrogen abatement, there are some welding technique changes that can help reduce the amount of hydrogen that makes its way into the weld. In the case of a solid or metal- or flux-cored wire, welding with a longer contact-tip-to-work distance (within the recommended range) can help to remove hydrogen from the weld area. The longer electrical stick-out results in greater preheating of the wire and burns off greater amounts of hydrogen before it crosses the arc and transfers to the molten weld pool. It’s been shown that a 1/8-inch difference in electrical stick-out can have a substantial effect on diffusible hydrogen. However, using too long of a stick-out can increase the risk of losing shielding gas and can lead to other problems, including reduced penetration and poor operability. As a consequence, it is important to maintain the electrical stick-out and other welding parameters within the manufacturer’s recommended ranges.
Other Common Sources of Hydrogen
Residual cutting oils from pipe beveling, paint and certain coatings applied to the pipe, as well as organic materials picked up in the field, such as dirt, rust, or oil all introduce hydrogen into the weld. Joint preparation is critical: welders should grind both the inside and outside surfaces of the pipe one inch from the joint to prevent any of these contaminants from entering the weld pool.
Beware of condensation and moisture in and around the weld joint. This moisture could be the result of temperature swings throughout the day, high humidity, or other environmental factors. Specifically, if the ambient temperature drops below the dew point (e.g., overnight), moisture will condense on exposed surfaces. Always make sure the joint is completely dry prior to welding.
Welding processes that require a shielding gas may present additional challenges through gas contamination or leaking hoses and fittings that aspirate air and thereby pull hydrogen from the atmosphere into the gas. All shielding gas connections and fittings should be checked regularly. Shielding gases should be purchased with the specification that the dew point be no higher than -40-degrees Fahrenheit.
Bottom line: focusing on low-hydrogen welding practices should be a priority. These practices include a focus on the proper handling of the pipe and the filler metals, selecting low-hydrogen filler metals, and proper pre-weld, post-weld and interpass heating. Low hydrogen filler metals include low hydrogen stick electrodes, solid wires, metal-cored electrodes and gas- and self-shielded flux-cored electrodes. Through careful attention to these factors welders can minimize the risk of hydrogen-assisted cracking in pipeline applications.