
























Get Better GTAW Results

How to achieve optimal GTAW performance.
Efficiency, productivity and weld precision are key focus areas in gas tungsten arc welding (GTAW), also known as tungsten inert gas (TIG) welding.
To achieve optimal GTAW performance in these areas, operators must carefully select the right equipment and consumables. Additionally, it is critical that welders consider several factors that will help maximise productivity and quality.
The Material
Understanding the material is an ideal way to start the GTAW process.
- Know the material’s unique characteristics and the conditions the finished weld will encounter.
- To determine the most suitable filler metal for the application, take into consideration situations when anodising is required after welding or when the finished product must pass structural integrity requirements.
The importance increases for welding materials that distort or crack, like aluminium. If in doubt about which filler material to use, refer to manufacturer charts, which are widely available in the industry.
The Tungsten
The focal point of GTAW is the tungsten electrode – the non-consumable metallic element that carries the welding current to the arc. Various considerations should be looked into when selecting the tungsten.
- There are a range of tungsten electrode diameters - from 1.0mm – 4.0mm.
- Make sure you select the right thickness for the material being welded.
- Various types of tungsten electrodes are available, and each are suited to specific materials, so you will need to choose the most suitable for your application.
- Tungsten electrodes are made up of either pure tungsten or a mix of other rare-earth elements and oxides. Each are colour coded to help you identify their type.
- When AC welding, tungsten electrodes that are suited to aluminium and magnesium alloys should be used. For DC welding, tungsten electrodes suited to stainless steels and other exotic materials can be used.
To help you make the best tungsten selection for your application, we have put together a chart which highlights common tungsten types, sizes, applications and colour bands.
Download the Tungsten Electrode Guide here
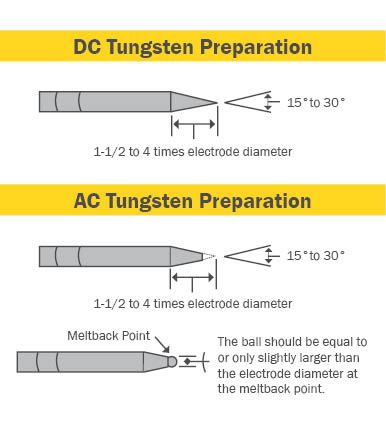
Tip Grinding
Proper grinding techniques are critical to tungsten life and improper preparation can significantly affect the welding arc.
- When DC welding, a sharpened tungsten is preferred for direct current. Grinding the taper distance to about 2 electrode diameters in length to a sharp needle point and using a 30-degree angle is recommended.
-
Advanced AC tungsten preparation should be prepared like DC - with a blunted end to allow a ball to form that is equal to, or slightly larger than the diameter of the tungsten at the melt back point where the ball stops forming.
Cleanliness
Cleanliness is always crucial, but particularly for GTAW. This consideration is critical with expensive materials like titanium and aluminium, as contamination can lead to porosity, wasted materials or the requirement of rework.
- Oils, grease and dirt should be cleaned from base materials to avoid contaminating the weld. If cleaning and degreasing products are being applied to titanium. We recommend using Nitrile gloves as they are oil and grease resistant.
- When handling filler metals, cut lengths must be kept clean and dry in a stored container. Base materials should be properly stored.
- Avoid cross-contamination. Grinding dust from previous materials can contaminate the weld, an issue prevented by using specific grinding wheels and brushes. Don’t forget that grinding dust from titanium and magnesium is flammable.
Support
Supporting the weld material is important while welding:
- To avoid distortion, ensure that base materials are properly clamped – the thinner the material, the more important clamping is. Clamping in several positions prevents lifting while also helping to keep the part square.
- To stabilise the work a third hand is useful, while a support structure should be considered to keep the hand steady.
- To avoid contraction, tacking the base material in various locations is always recommended.
Testing
Performing a test weld on similar materials is a good way to assess preparations. Testing should be considered mandatory on expensive materials like titanium.
This can be time consuming but it helps avoid issues during the GTAW process.
Gas Lenses
Using a gas lens will deliver benefits for most materials, including stainless steel, titanium and aluminium.
- For quality control, use a gas lens, which changes how the gas flows from the nozzle to enhance shielding gas coverage and joint accessibility.
The gas lens replaces the GTAW torch’s collet body, which usually has four holes to distribute gas. In contrast, the lens will involve a fine screen for the gas to move evenly around the tungsten and along the weld puddle and arc.