























- Refinery
- Process Piping
- Pressure Vessels
- Power Piping
- Petrochemical




Designed to evenly distribute heat into the work piece, eliminating the inconsistencies and quality issues associated with open-flame-torch heating methods.
Travel Detect system (optional) helps to ensure proper heating by folding back or shutting off output if limited or no movement is detected.
Eliminates open flames reducing burn and explosive gas hazards. Direct heat transfer results in cooler shop environment that reduces operator fatigue and
improves work conditions.
Simple to set up and operate. Flexible and portable to fit a wide range of heating applications on pipe, plate and other moving parts.
Easy setup, quick time to temperature, and continuous heating increases productivity while reducing consumable costs and labor expenses.
![]()
See the time saving benefits for yourself with our Induction Heating 'Time To Temp' Calculators.
For details, refer to Miller’s True Blue warranty statement.

Induction heating offers a much faster time to temperature. The part reaches the desired temperature in a significantly shorter time compared to traditional flame and resistance heating processes, allowing the job to get done faster.

Induction heating is a much safer heating process as there is no exposure to open flames or electrical resistance wires and less exposure to fumes compared to flame heating.

The faster heating time reduces costs due to less labour time, Plus there is no fuel costs or expensive ongoing inspection or audit costs associated with the Induction heating process.

Heating is maintained along and through the heat zone by using induction to heat within the material.

Compared to resistance heating, induction heating is easy to set up and pull down, making it versatile to go from job to job. Plus, it offers the flexibility to fit a variety of pipe diameters and plate lengths. Various Induction cable configurations can be adapted to suit your specific application.

In-built diagnostics enables operating parameters to be available at the touch of a button and offers operator tutoring. On-board temperature control provides for manual or temperature based programming in a simple-to-learn operator interface.
To view the system setup screen for the Rolling Inductor, simultaneously press the Parameters and Program buttons. The following settings are available:
(For more information on the setup screen, please consult the Rolling Inductor Owner’s Manual).
No, the Rolling Inductor is limited to 300 Amps which results in about 20 kW of output power. If 35 kW at 100% duty cycle is desired, a two rolling inductor arrangement is required. The external cooler heat exchanger (300993) is recommended for two Rolling Inductor arrangements. (See owner’s manual for additional information on this topic).
No. The Pro-Heat™ 35 is the only power source that works with the Rolling Inductor.
Yes, all Pro-Heat™ 35 systems are capable of running the Rolling Inductor, but if the system was purchased before August 2014 (serial number prior to ME320092G) a software update is required to run the Rolling Inductor and a hardware update is required to run the Travel Detect System (301183). If an update is needed, call WIA’s Customer Support Centre on 1300 300 884 for information on how to update your systems software.
Yes. If the Rolling Inductor is used with the Infrared temperature sensor part number MR301149 and I.S connection box part number MR301182 you can record heating temperatures. Measurements should be taken within two inches of the Rolling Inductor.
Depending on output, material type and material thickness, if the Rolling Inductor remains stationary for too long it can overheat the work piece and cause irreversible damage to the work piece and Rolling Inductor.
For this reason it is extremely important to ensure that either the work piece or Rolling Inductor is moving at all times.
Using the Travel Detect System (301183) helps minimize the chance of overheating a stationary, object
by constantly sending feedback to the power source and limiting output if limited or no motion is detected.
The mounting arm (MR301119) allows heating from the top side of the pipe and will provide the most amount of flexibility and configurability. The mounting stand (MR301258) is ideal for heating from the bottom of the pipe.
There are many variables that affect the time to temperature of the part being heated; the thickness of the part, amount of surface area, travel speed and type of material being heated.
Example: A carbon steel pipe with a diameter of 300mm and a wall thickness of 19mm traveling at 860mm/min, took under 4 minutes in our lab testing to reach 200º C on the entire interior of the pipe.
A larger diameter part should be rolled faster because it will dissipate heat quickly between passes of the induction head. A smaller part can be rolled slower because it will dissipate less heat between passes of the induction head. Speeds below 380mm/min will take longer to heat because the power ramp rate is limited. Below 760mm/min maximum output is limited to about 1 kW per 25mm of travel speed.
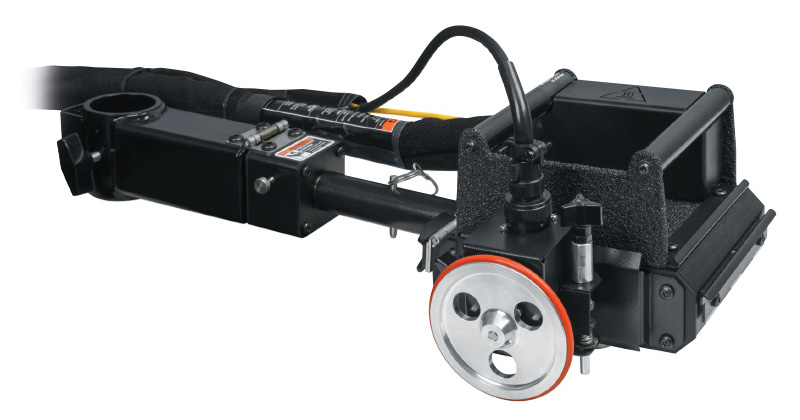
When using the Rolling Inductor always roll away from the power cable. (Clockwise when the cable is exiting left and counterclockwise when the cable is exiting right).
While there is no set configuration for the Rolling Inductor, primary applications include preheating fabricated pipe sections, preheating tower bases and preheating longitudinal submerged arc welding passes.
For more information regarding setup, troubleshooting, or operation of the Rolling Inductor contact WIA Customer Support on 1300 300 884.
| Rated Output | Ambient Temperature Range | Max Part Pre-Heat Temperature | Required Cooler | Dimensions (mm) | Weight | |
|---|---|---|---|---|---|---|
| Storage | Usage | ||||
| 300 Amps at 100% Duty Cycle | -40°C to 82°C | 0°C to 60°C | 315°C | Required Cooler (#MR195406) | H: 133 | 18.1kg 19.7kg with Travel Detect System |